![]()
![]()
![]()
![]()
![]()
![]()
NTS Hermus is gespecialiseerd in het ver- en bewerken van staalplaten en is gevestigd in Venray (Limburg). In 2017 had NTS Hermus een moeilijk jaar. Ondanks dat ze meer opdrachten binnen kregen, bleven de financiële resultaten achter. Lean Six Sigma Groep werd gevraagd een Quick Scan te doen gevolgd door een implementatie om het rendement te verhogen. Tijdens de Quick Scan werd duidelijk dat de doorlooptijd in de productie zo’n 7 weken was, terwijl de gemiddelde bewerkingstijd van de producten 5,5 uur was. Klanten gaven aan de levertijden van bestelde producten als lang te ervaren. Bij NTS Hermus bestond een procedure voor spoedorders. De levertijd van deze orders was 2 weken, maar dit werd niet gehaald.
Quick Scan is een korte gerichte analyse die wij regelmatig inzetten als begin van een verandertraject. Daarbij stond de hoge doorlooptijd centraal. Dit hebben we als uitgangspunt genomen om te onderzoeken hoe het proces loopt, gebruik makend van de techniek ‘Value Stream Map (VSM). Dit richt zich erop om samen met mensen uit het proces een overzicht te maken van het proces waarbij ook verspillingen zichtbaar worden.
De input kwam vooral van de werkvloer, door meelopen, interviews en workshops met werknemers. Met hun input en andere verzamelde informatie zoals de analyse van werkorders, orderstromen en bewerkingstijden, is de VSM verder aangevuld.
De focus die wij hadden bij NTS werd het productieproces, als onderdeel van het dagelijks proces.
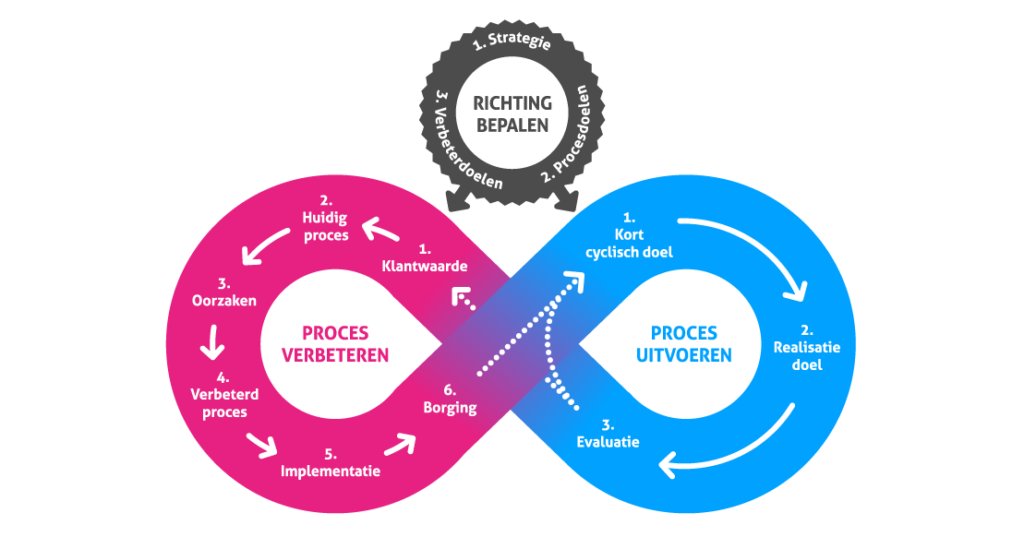
Bij NTS Hermus zijn we gaan kijken de “Voer het proces uit”-cirkel (blauwe cirkel in afbeelding) georganiseerd is. Via een valuestream map hebben we samen met mensen uit het proces het totale proces in kaart gebracht. Dit deden we in een kamer die voor iedereen toegankelijk was, en waar we ook gezamenlijk de verspillingen hebben opgehaald. We hebben de doorlooptijden gemeten van de vele verschillende eindproducten en zagen heel veel wachttijd tussen de verschillende stappen.
Om te bepalen waar en hoe te verbeteren hebben we dus een Quick scan uitgevoerd. Hierna konden we gericht het “verbeterproces”-cirkel in gaan (roze cirkel). De grootste oorzaak van de wachttijd was dat er gestuurd werd met een MRP systeem maar dat dit op de werkvloer niet goed kon worden gevolgd omdat niet zichtbaar was welke order aan de beurt was. Er was daardoor geen flow. De eerste stap van het proces leek de bottleneck en werd volledig gevuld, waardoor er veel werk de fabriek in werd gestuurd en het overzicht kwijt raakte.

Om de doorlooptijd te verkorten, was onze eerste stap om de flow van het proces te verhogen. Met dit streven bleek al snel dat de eerste productiestap niet de bottleneck was, zoals in de organisatie werd gedacht. In deze stap wordt het metaal gesneden ofwel geponst. Dit gebeurt met dure machines en deze machines stonden vrijwel dag en nacht aan. De volgende stap in het proces (het kanten) kon de output van het ponsen niet in hetzelfde tempo verwerken en kwam hierdoor in de problemen. Er ontstond een voorraad voor deze tweede stap. Dit was een bottleneck en belemmerde de doorstroming. Ze konden niet in hetzelfde tempo werken als de eerste productiestap omdat de bewerking van de tweede stap nu eenmaal meer tijd kostte. De werknemers van het ponsen hadden hierdoor altijd een hoge werkdruk. Dat werkte demotiverend. Het was zoals we noemen een push proces, waarbij zo veel mogelijk werkvoorraad het proces in wordt geduwd. Hierdoor blijven onderdelen lang liggen, en gaat de doorlooptijd omhoog.
Dit kwam ook terug in de planning van orders. De stap voor de eerste productiestap. De manier waarop de planning orders doorgaf aan de productieafdeling miste ritme. Stap 1 creëerde daardoor veel meer output dan nodig en doordat geen rekening gehouden werd met de rest van het proces was de planning ook niet goed ingeregeld.
De voorraden op de werkvloer leidden tot onbalans bij de hierop volgende productiestappen en zorgde ervoor dat er geen overzicht was. Bij een te hoge voorraad op een productiestap, werden hier meer werknemers ingezet en dus in korte tijd de voorraad ‘even weggewerkt’. Dit leidde tot een grote hoeveelheid halffabricaten die zich door de rest van het productieproces verplaatsten. Ook zorgde veel voorraad in het productieproces ervoor dat werknemers langer bezig waren met zoeken naar halffabricaten. Vanuit Lean denken leren we dat voorraden op de werkvloer niet goed zijn voor de workflow, omdat ze;
Het allerbelangrijkste is dat er geen flow is, waardoor de pull van de klant niet meer gebruikt kan worden om op klantvraag te leveren. Hier moest dus wat mee gebeuren.
Deze analyse bespraken we et medewerkers en management. Er was veel herkenning. Hier hebben we besproken dat het van groot belang is om de output van stap 1 te verminderen. Samen is besloten om de FIFO-laan te introduceren en daarmee de werkdruk op stap 2 te verlagen en de medewerkers weer te motiveren.
Om te zorgen voor een veel lagere voorraad hebben we tussen stap 1 en stap 2 gebruik gemaakt van een tool voor Lean werken, de FIFO laan. FIFO staat voor First In First Out, en legt een beperkte voorraad aan tussen stappen, met een maximum erop. Als de FIFO laan vol is, dan stopt de stap ervoor met produceren. Hierdoor beperk je de voorraad. Bij Hermus zaten 5 hoofdstappen in het proces, tussen elke stap legden we maximaal 1 dag voorraad. Dit betekent dus dat de maximale wachttijd 5 dagen is. Dit principe hebben we bij NTS Hermus vertaald in een situatie die voor hen handig is met In en Uit vakken. Fysiek de werkvoorraad op de werkvloer gebruiken als planning geeft veel inzicht en motivatie. Je ziet of je het goed doet of niet.
De situatie ziet er als volgt uit:

De medewerkers van stap 2 worden daardoor gemotiveerd om het werk voor die dag écht af te krijgen, omdat dit haalbaar is gemaakt doordat stap 1 niet méér produceert dan stap 2 op één dag kan verwerken. Ze worden nu gemotiveerd om sneller en efficiënter te werken.
Aan het begin van de dag werd een dagstart geïntroduceerd, waarin wordt doorgesproken wat er die dag op de planning staat en wat iedereen aanpakt.
Ook werd de spoedprocedure overbodig, omdat alles nu op tijd geleverd kan worden. Spoedorders verstoren de normale werkwijze enorm. In de nieuwe situatie komt er meer rust in het proces.
In het dagelijkse proces van de productie is de flow toegenomen en zijn de doorlooptijden enorm verkort. De doorlooptijd is van 7 weken teruggebracht naar 1 tot 2 weken. Een bijkomend voordeel was dat er geen spoedprocedure nodig was. Deze procedure verstoorde het proces erg omdat deze orders voor gingen waardoor de rest moest wachten. Er is nu rust op de vloer gekomen. Met als resultaat tevreden en gemotiveerde medewerkers, en vooral: tevreden klanten. De verbetering in flow en verkorte doorlooptijden lieten ook hun verbetering zien in de financiële resultaten. Hierbij is het doel om richting te bepalen vanuit het Lean Agile model behaald.
Nu is NTS Hermus bezig met het verbeteren van hun aanpak op de Logistieke-afdeling. Ze zijn bezig hun klanten nog beter te leren kennen. Ze onderzoeken hoe vaak klanten orders plaatsen en wat ze dan nodig hebben. Ze gaan in gesprek met klanten om dit ritme vast te leggen in de leveringsvoorwaarden. Met als doel de klant te voorzien van een constante en zekere levering van de producten die zij nodig hebben. Sales kan hierdoor de orders in dit ritme doorgeven aan de productieafdeling. De workflow wordt hiermee verder geoptimaliseerd.